

电 话:025-56210120
传 真:025-56210121
网址:www.jpmec-china.com
邮 箱:infor@jpmec-china.com
地 址:江苏省南京市溧水区东屏镇东岗路6-2号

很多企业在生产加工的时候,往往会有一些废弃物急需处理。但要想把这些废弃物很好的处理掉,废气焚烧炉起着不可忽视的作用。之所以很多企业选购这款设备,多在于它的优势特别突出。尤其在当今提倡环保意识的今天,该设备是可以满足国民经济发展需求的。下面我们一 起来了解一下它的优势都有哪些吧。废气焚烧炉适用范围广。该设备可以适用于多种废物物,并且焚烧充分。像各类危险废弃物,废渣、废液、污泥等,都是可以通过废气焚烧炉来得到处理的。此外,该设备对于不同性能的废弃物是可以混合处理的,这就为企业节省了不少时间和精力。更重要的是,还可以集中处置固废,为企业创造更多的价值。

废气焚烧炉它主要是利用煤、燃油、燃气等燃料的充分燃烧,将需处理的物体进行高温的焚毁碳化,以达到消毒的目的。它是一种高温热处理技术,就是以一定的过剩空气量与被处理的有机废物在焚烧炉内进行氧化燃烧反应,废物中的有害有毒物质在高温下氧化、热解而被破坏,这是一种可同时实现废物无害化、减量化、资源化的处理技术。废气焚烧炉它起到的主要的目的就是尽可能焚毁废物,使被焚烧的物质变为无害,并尽量减少新的污染物质产生,避免造成二次污染。废气焚烧炉它非常适宜处理有机成分多、热值高的废物,可以有效降低废物焚烧成本,从而使焚烧法获得较好的经济效益。

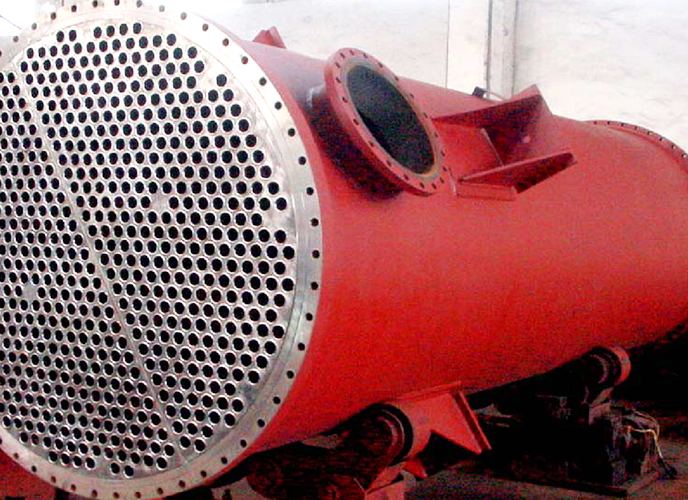
压力容器简单理解就是指盛装气体或者液体,承载一定压力的密闭设备。其用途比较广泛,它在工业、民用、军工等许多部门以及科学研究的许多领域都具有重要的地位和作用。压力容器的质量好坏很大程度取决于其制造工序,下面我们看下压力容器的制造到底是怎样完成的。压力容器制造工序一般可以分为:原材料验收工序、划线工序、切割工序、除锈工序、机加工(含刨边等)工序、滚制工序、组对工序、焊接工序(产品焊接试板)、无损检测工序、开孔划线工序、总检工序、热处理工序、压力试验工序、防腐工序。

压力容器是典型的焊接结构,主要的制造方法就是焊接,焊接质量直接关系到设备的质量。有必要在这里了解一下,基本的焊接知识。焊接接头。压力容器的焊接接头分成四类,目的是在设计、制造、维修、管理时可以分别对待,从而保证质量。专业矿山设备厂家 圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外),球形封头与圆筒连接的环向接头,各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头,均属A类焊接接头。专业矿山设备厂家壳体部分的环向焊缝接头,锥形封头小端与接管连接的接头,长颈法兰与接管连接的接头,均属B类焊接接头,但已规定为A、C、D类的焊接接头除外。

锅炉操作者与垃圾吊操作人员紧密合作,控制料床厚薄适宜。如废气焚烧炉操作人员发现垃圾热值或灰分明显有变化时,要及时通知锅炉操作者提前进行调整工作。若垃圾的热值高,料床厚度适当减薄,垃圾的热值低,料床的厚度适当增加;若垃圾重,料层适当控制薄一些,垃圾轻,料层控制稍厚一点。操作者不断积累经验,灵活应用DCS系统中的炉排、给料器控制功能,依据垃圾的实际情况及时调整。启炉时,废气焚烧炉炉膛温度达到一定值时才将垃圾推入上炉排烘烤,待确认上炉排垃圾大面积着火后,炉排才开始运动,并设定恰当的上炉排和下炉排的运动速度,防止启炉过程炉排断火。
平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头,均属C类焊接接头。接管、人孔、凸缘、补强圈等与壳体连接的接头,均属D类焊接接头,但已规定为A、B类的焊接接头除外。A类焊缝是容器中受力的接头,因此一般要求采用双面焊或保证全焊透的单面焊缝;B类焊缝的工作应力一般为A类的一半。除了可采用双面焊的对接焊缝以外,也可采用带衬垫的单面焊;在中低压焊缝中,C类接头的受力较小,通常采用角焊缝联接。对于高压容器,盛有剧毒介质的容器和低温容器应采用全焊透的接头。D类焊缝是接管与容器的交叉焊缝。受力条件较差,且存在较高的应力集中。在后壁容器中这种焊缝的拘束度相当大,残余应力亦较大,易产生裂纹等缺陷。因此在这种压力容器生产厂家中D类焊缝应采取全焊透的焊接接头。对于低压容器可采用局部焊透的单面或双面角焊。
地 址 : 江苏省南京市溧水区东屏镇东岗路6-2号
电 话 : +86-25-56210120
传 真 : +86-25-56210121
邮 箱 : infor@jpmec-china.com
邮 编 : 211211 (营业执照)


